Класс точности: В.
Марка стали: 3, 20, 35, 45, 40Х, 09Г2С, 12Х13
Класс прочности: 4,8; 5,8; 6,8; 8,8; 10,9; 12,9.
Марка стали: 3, 20, 35, 45, 40Х, 09Г2С, 12Х13
Класс прочности: 4,8; 5,8; 6,8; 8,8; 10,9; 12,9.
| Параметры шпильки | Номинальный диаметр резьбы d | |||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| М10 | М12 | М16 | М20 | М22 | М24 | М27 | М30 | М36 | M42 | M48 | М52 | М56 | ||||||||||||||||
| Шаг резьбы, P | крупный | 1,5 | 1,75 | 2 | 2,5 | 2,5 | 3 | 3 | 3,5 | 4 | 4,5 | 5 | 5 | 5,5 | ||||||||||||||
| мелкий | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 4 | |||||||||||||||
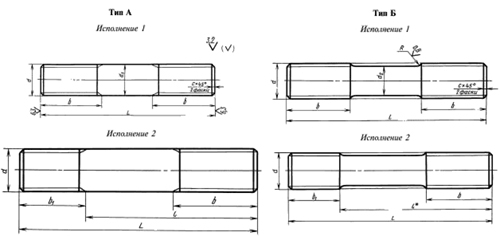
| Диаметр гладкой части | для шпилек типа А, d1 | по ГОСТ 19258-73 и ГОСТ 19256-73 | ||||||||||||||||||||||||||
| для шпилек типа Б, В, Г, Д | с крупным шагом | 7,8 | 9,5 | 13 | 16 | 18 | 20 | 22 | 24 | 30 | 35 | 40 | 44 | 48 | ||||||||||||||
| с мелким шагом | 8 | 10 | 14 | 18 | 20 | 21 | 24 | 27 | 33 | 35 | 40 | 44 | 50 | |||||||||||||||
| - | - | - | - | - | - | - | - | - | - | - | - | - | ||||||||||||||||
| Диаметр осевого отверстия d3, для шпилек типа В, Г, Д | - | - | - | - | - | - | - | 10 | 10 | 10 | 10 | 10 | 10 | |||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типа В, Г, Д | - | - | - | - | - | - | - | М12 | М12 | М12 | М12 | М12 | М12 | |||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типа В, Г, Д | d5 | - | - | - | - | - | - | - | 13 | 17 | 17 | 17 | 17 | 17 | ||||||||||||||
| d6 | - | - | - | - | - | - | - | - | - | - | - | - | - | |||||||||||||||
| Диаметр цилиндрического выступа d7, для шпилек типа Г | - | - | - | - | - | - | - | 24 | 30 | 34 | 39 | 43 | 48 | |||||||||||||||
| Диаметр вписанной окружности d8 для шпилек типа В | - | - | - | - | - | - | - | 14 | 20 | 20 | 20 | 25 | 25 | |||||||||||||||
| Диаметр описанной окружности d9 для шпилек типа В | - | - | - | - | - | - | - | 20 | 30 | 30 | 30 | 34 | 34 | |||||||||||||||
| Радиус перехода R для шпилек типа Б, В, Г, Д | 6 | 6 | 6 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 12 | 12 | 12 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типа В, Г, Д | - | - | - | - | - | - | - | 7 | 7 | 7 | 7 | 7 | 7 | |||||||||||||||
| Высота головки "под ключ" h2 для шпилек типа В | - | - | - | - | - | - | - | 12 | 12 | 12 | 12 | 15 | 15 | |||||||||||||||
| Глубина резьбы осевого отверстия h3 для шпилек типа В, Г, Д | - | - | - | - | - | - | - | 30 | 30 | 30 | 30 | 30 | 30 | |||||||||||||||
| Размер "под ключ" для шпилек типа В | - | - | - | - | - | - | - | 13 | 22 | 22 | 22 | 27 | 27 | |||||||||||||||
| Высота ввинчиваемого резьбового конца b1 | номин. | 15 | 18 | 22 | 28 | 30 | 35 | 38 | 42 | 50 | 58 | 65 | 70 | 75 | ||||||||||||||
| пред. откл. | +1,8 | +2,1 | +2,1 | +2,5 | +2,5 | +2,5 | +2,5 | +3 | +3 | +3 | +3 | +3 | +4 | |||||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | - | - | - | - | - | - | - | 15 | 15 | 15 | 15 | 15 | 25 | ||||||||||||||
| при накладке резьбы | - | - | - | - | - | - | - | - | - | - | - | - | - | |||||||||||||||
| Высота головки l3 для шпилек типа В | - | - | - | - | - | - | - | 45 | 55 | 65 | 70 | 70 | 75 | |||||||||||||||
| Параметры шпильки | Номинальный диаметр резьбы d | |||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| М60 | М64 | М68 | М72 | М76 | М80 | М90 | М100 | М110 | М120 | М125 | М140 | М160 | ||||||||||||||||
| Шаг резьбы, P | крупный | 5,5 | 6 | 6 | - | - | - | - | - | - | - | - | - | - | ||||||||||||||
| мелкий | 4 | 4 | 4 | 4 и 6 | ||||||||||||||||||||||||
| Диаметр гладкой части | для шпилек типа А, d1 | по ГОСТ 19258-73 и ГОСТ 19256-73 | ||||||||||||||||||||||||||
| для шпилек типа Б, В, Г, Д | с крупным шагом | 52 | 54 | 56 | - | - | - | - | - | - | - | - | - | - | ||||||||||||||
| с мелким шагом | 54 | 58 | 62 | 66 | 70 | 74 | 84 | 94 | 104 | 114 | 119 | 134 | 154 | |||||||||||||||
| - | - | - | 64 | 68 | 72 | 80 | 92 | 102 | 112 | 116 | 132 | 152 | ||||||||||||||||
| Диаметр осевого отверстия d3, для шпилек типа В, Г, Д | 10 | 10 и 20 | 10 и 20 | 10 и 20 | 20 | 20 | 20 | 20 | 20 | 35 | 35 | 35 | 35 | |||||||||||||||
| Диаметр резьбы осевого отверстия d4 для шпилек типа В, Г, Д | М12 | М12 и М24 | М12 и М24 | М12 и М24 | М24 | М24 | М24 | М24 | М24 | М42 | М42 | М42 | М42 | |||||||||||||||
| Диаметр расточки осевого отверстия для шпилек типа В, Г, Д | 17 | 17 | 17 и 32 | 17 и 32 | 17 и 32 | 32 | 32 | 32 | 32 | 32 | 54 | 54 | 54 | 54 | ||||||||||||||
| d6 | - | - | - | - | 40 | 40 | 40 | 40 | 40 | 85 | 85 | 85 | 85 | |||||||||||||||
| Диаметр цилиндрического выступа d7, для шпилек типа Г | 52 | 56 | 60 | 64 | 68 | 72 | 82 | 92 | 102 | 112 | 116 | 132 | 152 | |||||||||||||||
| Диаметр вписанной окружности d8 для шпилек типа В | 30 | 30 | 30 | 32 | 35 | 35 | 42 | 50 | 50 | 60 | 60 | 70 | 75 | |||||||||||||||
| Диаметр описанной окружности d9 для шпилек типа В | 40 | 40 | 40 | 45 | 45 | 45 | 58 | 70 | 70 | 80 | 80 | 95 | 100 | |||||||||||||||
| Радиус перехода R для шпилек типа Б, В, Г, Д | 12 | 12 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | 16 | |||||||||||||||
| Глубина расточки осевого отверстия h1 для шпилек типа В, Г, Д | 7 | 7 | 7 | 7 | 10 | 10 | 10 | 10 | 10 | 13 | 13 | 13 | 13 | |||||||||||||||
| Высота головки "под ключ" h2 для шпилек типа В | 20 | 20 | 20 | 20 | 25 | 25 | 30 | 30 | 35 | 40 | 40 | 40 | 50 | |||||||||||||||
| Глубина резьбы осевого отверстия h3 для шпилек типа В, Г, Д | 30 | 30 и 50 | 30 и 50 | 30 и 50 | 50 | 50 | 50 | 50 | 50 | 75 | 75 | 75 | 75 | |||||||||||||||
| Размер "под ключ" для шпилек типа В | 32 | 32 | 32 | 36 | 36 | 36 | 46 | 55 | 55 | 65 | 65 | 75 | 80 | |||||||||||||||
| Высота ввинчиваемого резьбового конца b1 | 75 | 80 | 90 | 95 | 100 | 105 | 110 | 125 | 135 | 150 | 160 | 170 | 190 | 220 | ||||||||||||||
| пред. откл. | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | +4 | |||||||||||||||
| Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | ||||||||||||||
| при накладке резьбы | - | - | - | - | 35 | 35 | 35 | 35 | 40 | 40 | 40 | 40 | 40 | |||||||||||||||
| Высота головки l3 для шпилек типа В | 85 | - | - | - | 35 | 35 | 35 | 35 | 40 | 40 | 40 | 40 | 40 | |||||||||||||||